

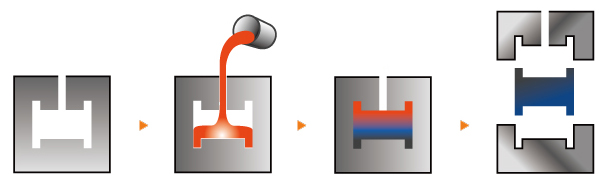
鋳造とは、アルミを高温で溶かし液状にして、それを型に流し込み、成型する手法。
メリットは、デザインに自由度があり、大量生産に向き、低コストでホイールが製造できること。
デメリットは、強度の問題から、ある程度の肉厚を確保しなければならないことから、
鍛造に比べて重量が重くなることです。
鍛造とは、大型のプレス機により、アルミに圧力をかけて、型に押し込み成型する手法。
メリットは、圧力をかけることから、アルミの金属粒子が緻密になり、強度が上がることから、
非常に薄い肉厚で製造でき、重量が軽く、剛性に優れます。
デメリットは、設備、型、加工とも非常に高価で、量産スピードが、鋳造より遅いことです。

上記、製造方法の違いから、レーシングカーや、航空機のホイールは、鍛造により製造されます。
鍛造と鋳造のアルミ密度の違いは、ミクロ100倍写真にすると、一目瞭然です。
一般的な鋳造組織は、アルミの粒子が粗く、結晶がバラバラの方向を向き、パンのように荒くなっているのに対して、
BBSの鍛造組織は、餅のように緻密です。
| 一般的な鋳造アルミの粒子 | BBSの鍛造による粒子 |
 |
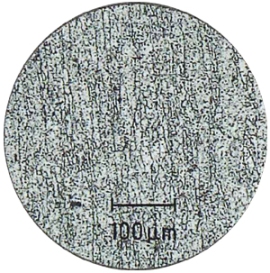 |
このように、鍛造することにより、金属組織の粒子が緻密で均一となり、強度アップが図れるのです。
反対に、鋳造は、アルミの粒子が粗いだけではなく、熱収縮や空気の巻き込みによる、
特有の引け巣(アルミ粒子にエアが混入)が発生することから、強度にバラツキが出ることも、
デメリットのひとつとなります。
また、1c㎡あたりに、4トン以上の圧力をかけることにより、鍛流線(メタルフロー)と呼ばれる、
理想的な金属粒子の配列が生まれます。
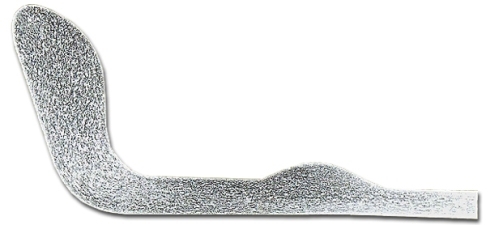 |
| BBSの鍛流線(メタルフロー) |
この鍛流線が、荷重に対して、直角に近い角度で得られることによって、金属疲労強度が、
飛躍的に向上します。
結果、同じ強度を確保するのに、鋳造に比べて、鍛造は肉厚を薄くすることができ、
軽量/高剛性のホイールとなるのです。
以前、GT500の開発テストで、BBS製ホイールと、他社製ホイールの比較テストを見たことがあります。
まったく同じタイヤを装着して、ホイールだけの比較テストを行っていたのですが、アウトラップもベストラップも、
すべてのラップでコンマ5秒、BBS製ホイールが速いという結果が出ました。
もちろん、BBS製ホイールの方が軽いというアドバンテージはあるのですが、ドライバーのコメントは、
加速やブレーキングといった、軽量によるメリットではありませんでした。
ドライバーは、「グリップに安定感がある」と言います。タイヤは、まったく同じなのに・・・・・。
この安定感の根源、それは、ホイール剛性によるものだったのです。
ブレーキング、トラクション、そしてコーナリングフォース(Gフォース)により、タイヤが変形するように、
ホイールも、タイヤの強力なグリップ力により、変形します。
では、下の図を見て下さい。
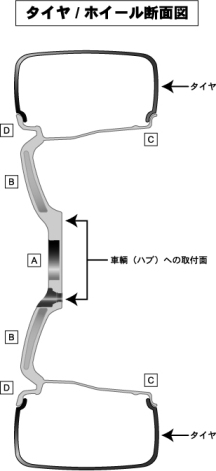
この変形(たわみ)は、車輌にホイールナットで装着されているハブ部(A)では、ほんの少しでも、
ハブから遠くなるに従って、大きくなります。特に、剛性の低いホイールでは、ハブ部から、一番距離のある、
リム部(C)は、大きく変形することになるのです。
もちろん、このリム部は、タイヤが装着されている部分であり、ここが変形することにより、
コーナーでタイヤを安定して接地させることができなくなってしまいます。
結果、コーナリング中、「グリップに安定感がある」 というコメントになるのです。
また、この変形は、ドライバビリティにも大きな影響を与えます。
なぜなら、高速コーナーをはじめ、ドライバーがミリ単位でステアリングを切ったとき、
ホイールが、勝手に変形し動いていたら、クルマは、ドライバーの意思どおり動いてくれないからです。
また、スポークやリムが変形すると、コーナーでタイヤを確実に接地させるために必要な、
キャンバー角をはじめとする、アライメントのセットアップも大幅に変わってくるのです。
では、キャンバーが付いている状態での、ホイールの断面図を見てください。
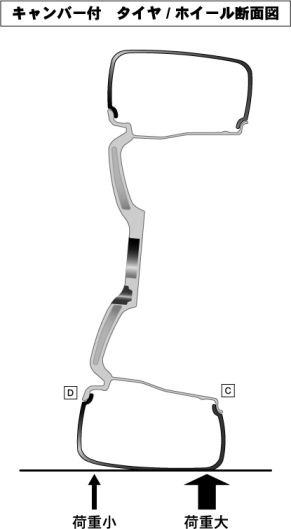
図からわかるように、特にリム部(C)では、ハブ部から距離があるだけではなく、
キャンバー角が付いていることから、かなり大きな力がかかります。
高剛性のBBSホイールは、ベースになる、ホイール全体の剛性を最大限まで引き上げるだけではなく、
このリム部(C)の剛性が、他社製品と比べて、圧倒的に高いことが、最大の特徴です。
結果、BBSホイールは、タイヤの接地面を確実に確保することから、ラップタイムを削り取り、
究極のドライバビリティを生み出すのです。